


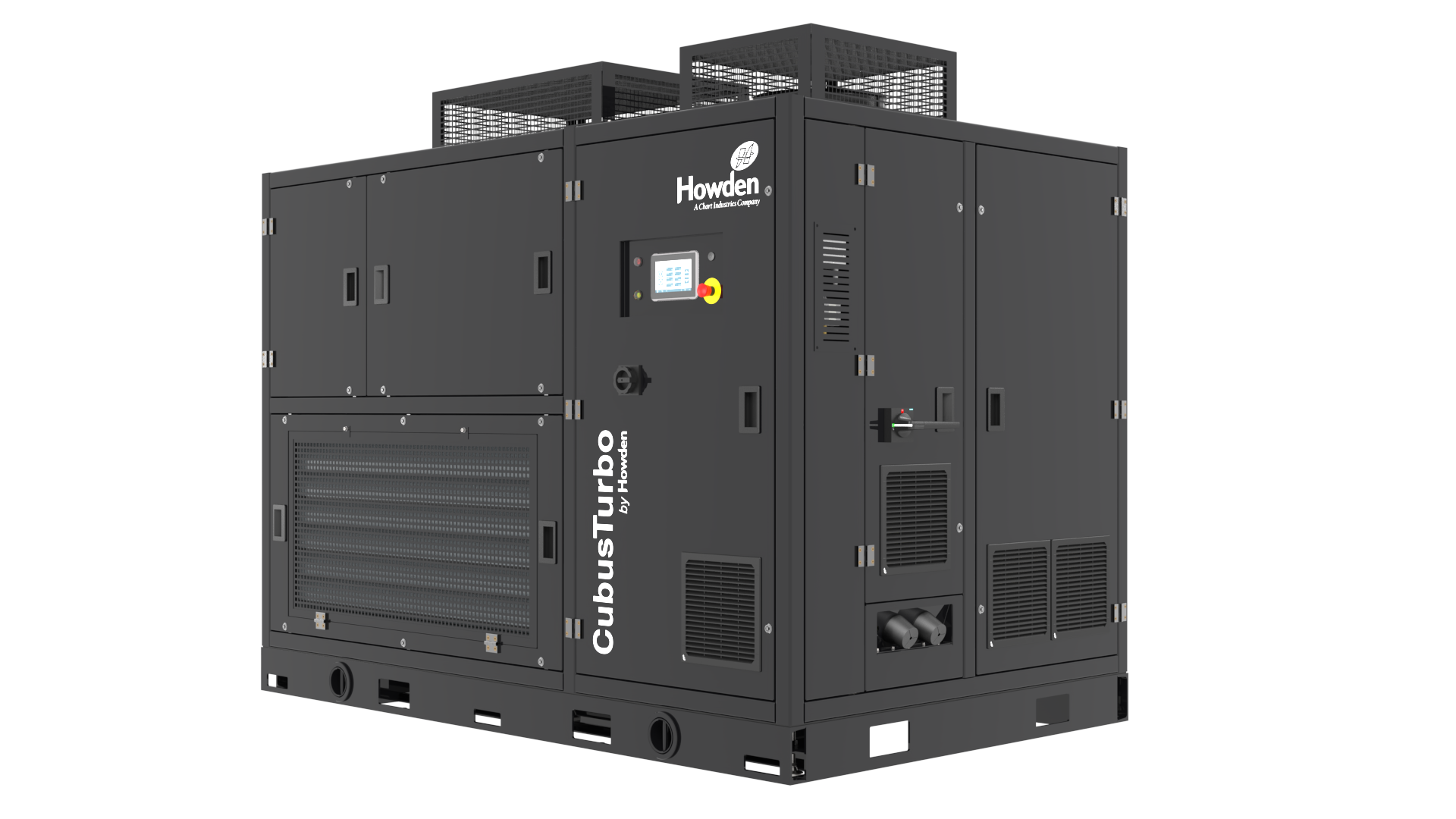
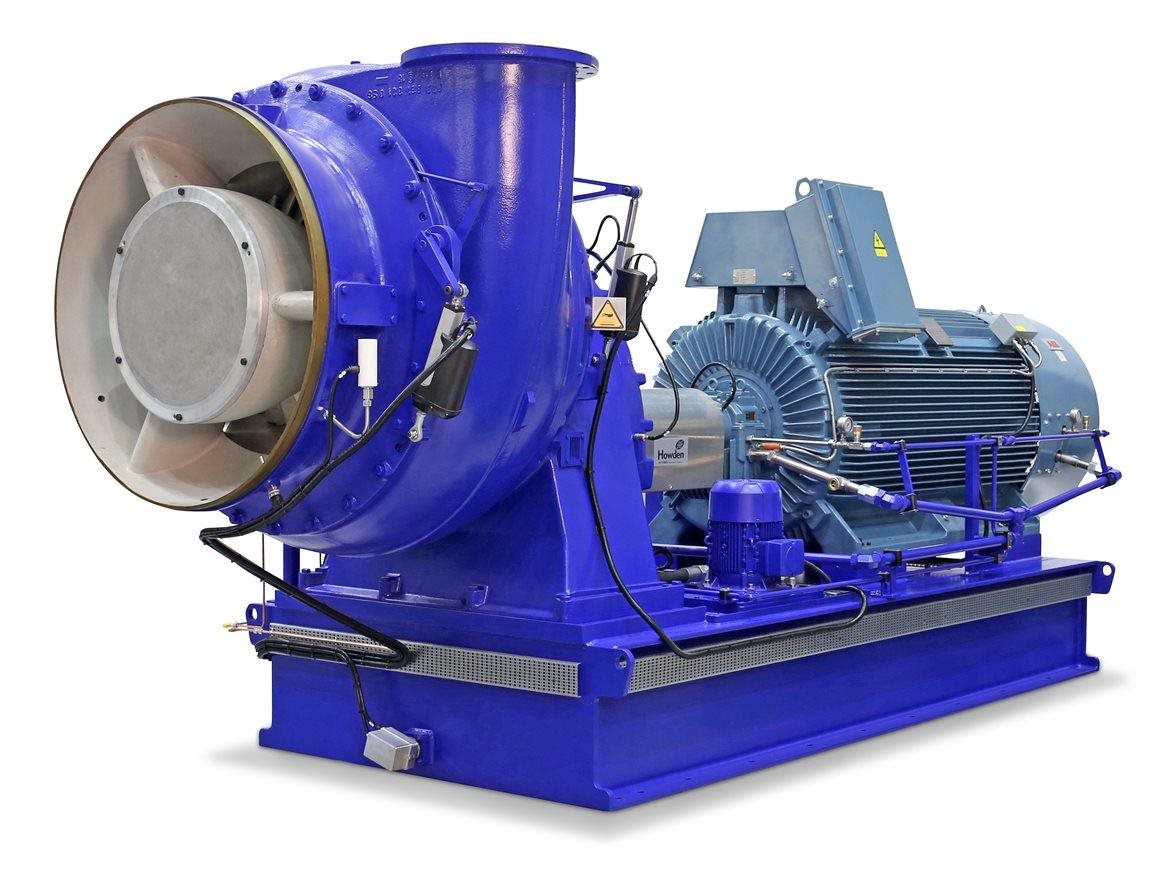
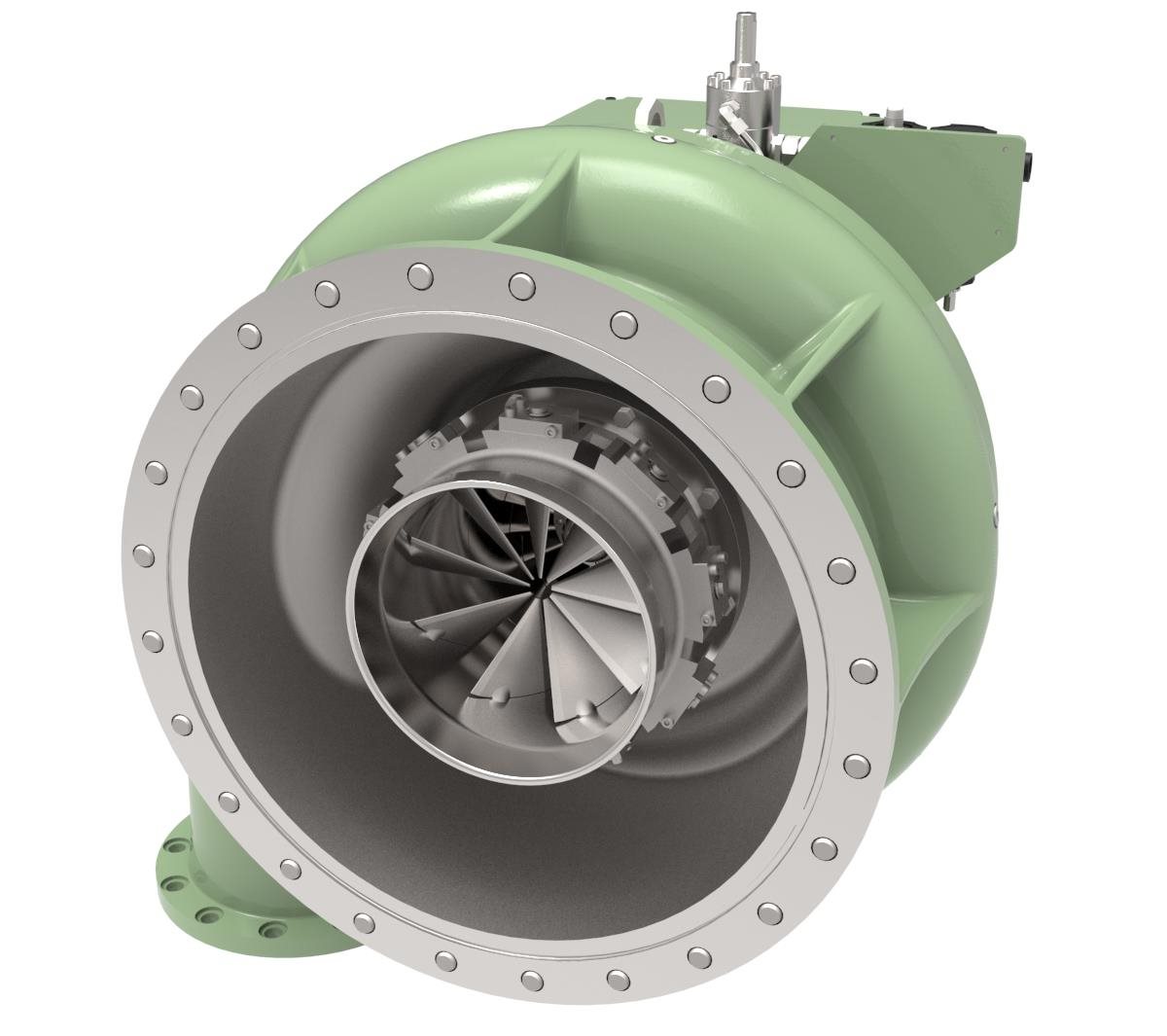
Centrifugal Blowers
Our range of turbo blowers encompasses industrial type blowers used in the power, mining and water industries. We also have turbo compressors that are suited for API specification type applications in the downstream oil and gas industry.





 Request A Quote
Request A Quote
 Email An Inquiry
Email An Inquiry
 Find Our Locations
Find Our Locations
 Join Our Team
Join Our Team